淺析多繩摩擦式提升機繩槽測量及車削工藝——摩擦襯墊廠家
摩擦式提升機可以上提和下放物料, 其主要依靠鋼絲繩與摩擦輪襯墊之間的摩擦力。多繩摩擦式提升機摩擦輪與繩槽襯墊間的摩擦力分布遵從歐拉 公式,即:S1 ≤ S2 eμαR (1)式中, S1、S2 分別為摩擦輪兩側瞬時最大和最小張力,N;μ 為襯墊的摩擦系數;αR 為在 S1、S2 作用下圍包弧內的蠕動弧。

在提升系統實際運行中,摩擦襯墊必須與鋼絲繩之間有足夠的摩擦系數,以防止在提升過程中產生 滑動失效,進而造成繩槽過快磨損。因此,對繩槽定 期進行必要的檢查和維護就成了保證提升系統正常運行,延長襯墊使用壽命的重要一環。1 繩槽的測量為了及時掌握摩擦輪繩槽襯墊的磨損情況,必須定期檢查摩擦輪繩槽深度情況,這就需要對繩槽進 行定期的測量。一般測量繩槽深度的方法是采樣測量, 即在繩槽圓周上根據卷筒直徑大小,選擇合適的等間距對整個繩槽進行抽樣測量,其示意圖如圖 1 所示。
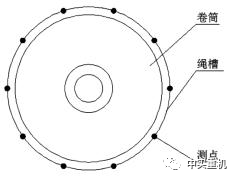
圖 1 采樣測量基準示意圖
由于礦井提升機現場作業環境惡劣,繩槽襯墊表面一般不太平整,因此采樣測量前需要先確定一個測量基準,如圖2所示。測量時以基準為基礎,分別為每個繩槽的所有測點進行逐一測量,并記錄每個測點的測量數據。將每個繩槽的所有采樣點測量完成后,對單個繩槽采樣數據進行平均,即可得到該繩槽在整個圓周上的包括基準高度在內平均深度,具體算法如表1所示。根據各個繩槽的均值,確定單個繩槽的平均深度差值情況,再根據各個繩槽的平均深度差值,即可得知繩槽深度偏差,從而為繩槽的日常維護、繩 槽襯墊的車削及更換提供較為可靠的數據支撐。
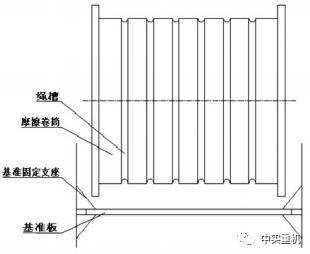
圖 2 測量基準的確定
2 繩槽的車削
根據金屬非金屬礦山相關規程要求,摩擦式提升機卷筒繩槽深度偏差不得超過 0.8 mm。其實,在實際系統運行中,這個要求是非常高的,能夠達到各 個繩槽之間的深度偏差為 0.8 mm 是非常不容易的。為了保證摩擦式提升機繩槽深度符合要求,必須對繩 槽進行定期的車削處理 。繩槽車削時一般按照以下步驟進行。
歸圓
歸圓就是根據各個繩槽深度偏差測量情況,對磨損最深的繩槽先進行車削。車削時進刀量保持在0.5mm左右。經多次進刀后,在繩槽底部整個圓周上都有刀痕, 即認為該繩槽在整個圓周上深度一致,歸圓作業結束。整體車削以歸圓后繩槽的深度為基準,依次對剩余繩槽進行車削,最終實現所有摩擦繩槽深度一致。由于在實際車削時,車刀本身存在安裝、加工等不可避免的 誤差,因此在基準繩槽深度與被車削繩槽深度比較接近時(0.5 mm) ,需要緩慢進刀, 每次以0.2 mm為宜,且每進完一刀必須對被車削繩槽深度情況進行測量 。測量時,為了提高效率,可在卷筒圓周范圍內選擇每隔90°采樣測量,最后取其均值進行對比。直到測量結果與基準繩槽深度一致,即該繩槽車削工作結束,進入下一個繩槽開始車削。車削時,卷筒旋轉速度控制在 1 ~ 2 m/s 為宜,速度過快和過慢都不利于獲得精度較高的繩槽表面。速度過高,易出現“啃”肉現象。速度過慢又會造成效率過低等不足。


